12/24/2013
After working on and off through the day with a large break for Christmas Eve dinner with the in-laws. I am about half done with the list I generated yesterday and started the landing light but was confused by the notes from the right wing landing light installation. The right light appears to be outboard of the design depicted in the Ductworks installation manual.
12/25/2013
Merry Christmas!
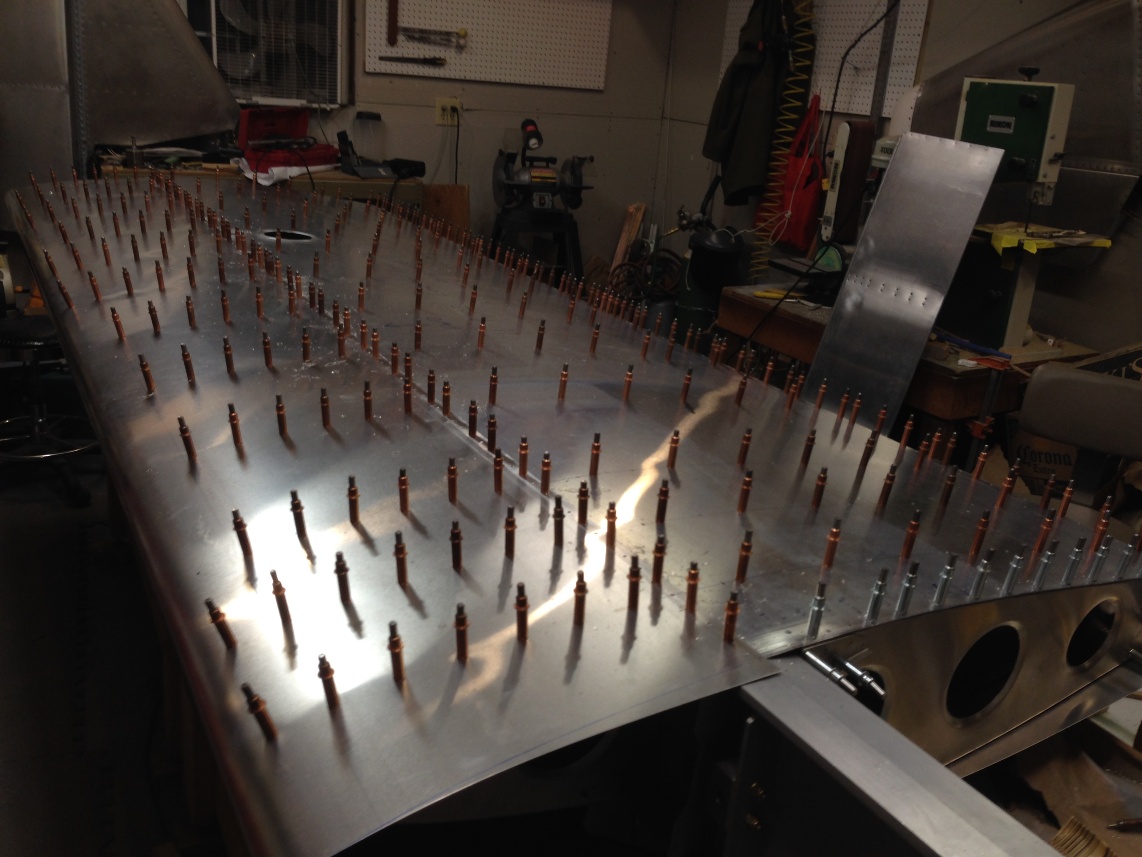
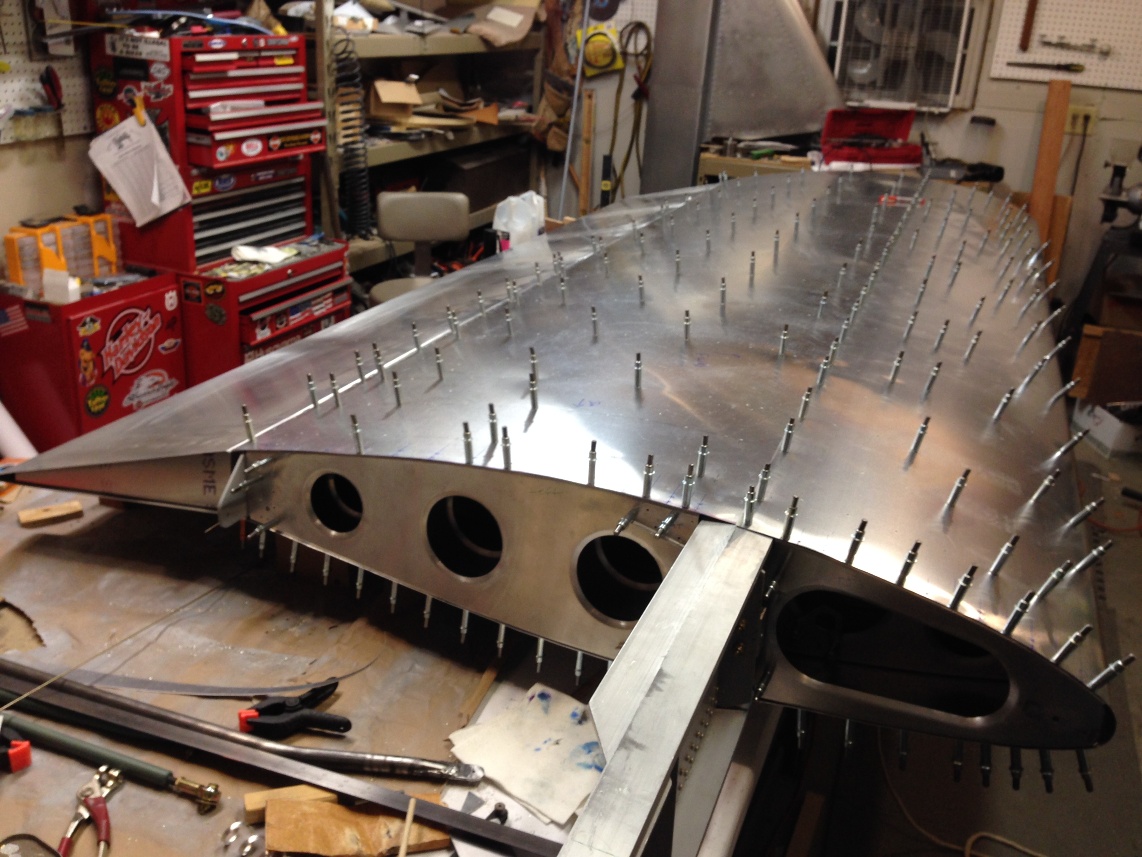
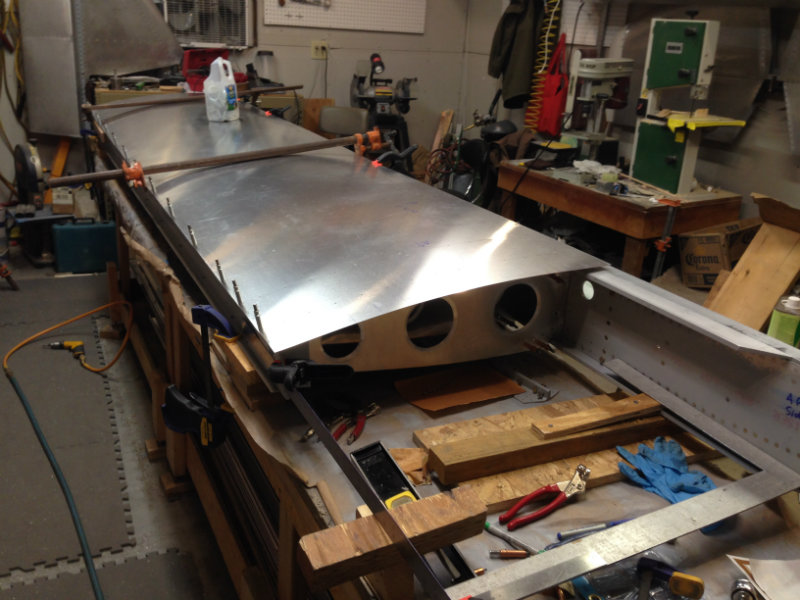
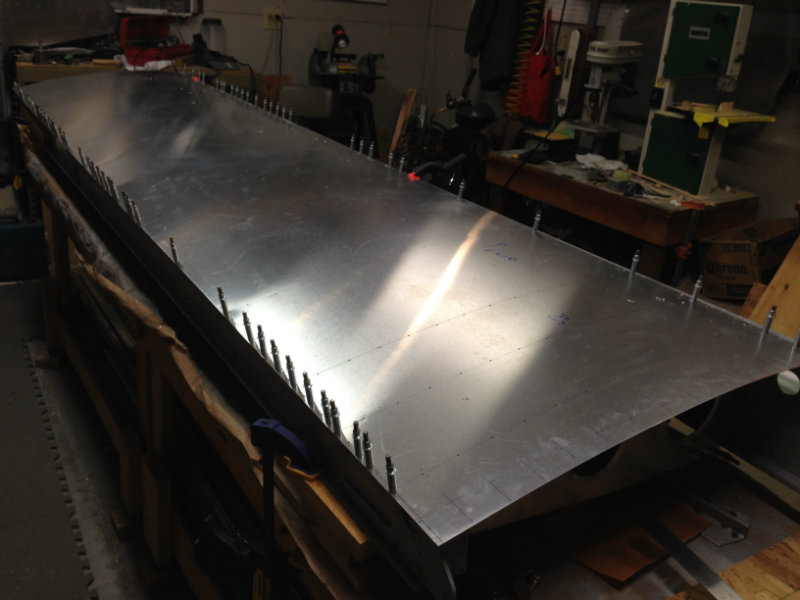
I must have been adversely affected by the Christmas Eve dinner last night. By the time all the guests left last night and I was back in the garage working, it was at least 11:00 before I finished the aileron and got to the light. My Father-in-law and Brother-in -law lent a hand to close the fwd skin. This skin was very tight compared to the left wing fwd skin (as I remember). I think the difference may be partly due to a little more overlap of the trailing edge of the skin over the spar cap, or it could be the fact that when I match drilled the ribs I had the left the fwd skin under the aft skin (necessary to match drill the trailing edge of the fwd skin). As mentioned, I managed to finish attaching the aileron after C’eve dinner. The aileron required that the counter weight bolts be reversed so the nuts did not risk scraping on the 312 rib flair.
Landing light:
The landing light on the right wing appeared to be mounted very close to the outside rib. At least that is what it looked like last night when I was trying to review the installation in the dark garage corner where the wing was hanging. The Ductworks manual shows the hole biased 1/2″ inboard from being centered between the ribs. The manual makes a note that the left and right wing have the mounting offset because all the ribs on the plane are oriented the same way (the rib flange is directed inboard on the right wing and directed outboard on the left wing). This difference between the left and right wing will shift the relative mounting of the reflector by 1/2″ outboard on the right wing. The manual says you “might” want to shift the location of the hole to compensate but then suggests the difference is not likely to be noticeable. My thought is that I would move the hole but it’s unclear which wing (right or left) should be moved from the dimensions shown on the plans. It would be useful to understand what (if any) target distance the light is ideally best to be aimed at. Understanding this would make it easier to make an adjustment to the hole.
As I understand it, the angle for the right light and the left light are different as on is to be directed for taxi and the other is aligned for the AOA (Angle of attack) during the landing process. While much of the angle adjustment is vertical, the horizontal angle of the light will change slightly, with the landing approach angle being directed closer to the plane and the taxi light being directed further down the runway (of course, this angle difference may not be correct for a tail wheel plane as the taxi angle would be roughly the same as a 3 point landing angle and a two point landing or take off roll on a tail wheel would be similar to the taxi angle on a tricycle gear).
I have spent twice as much time thinking about the subject (and writing about it)j as it deserves and I will be installing both wings with the landing lights in the same location. As it turns out, my initial measurement of the right wing hole (that I installed months ago) was not offset but followed the Ductworks manual so I will do the same with the left wing.
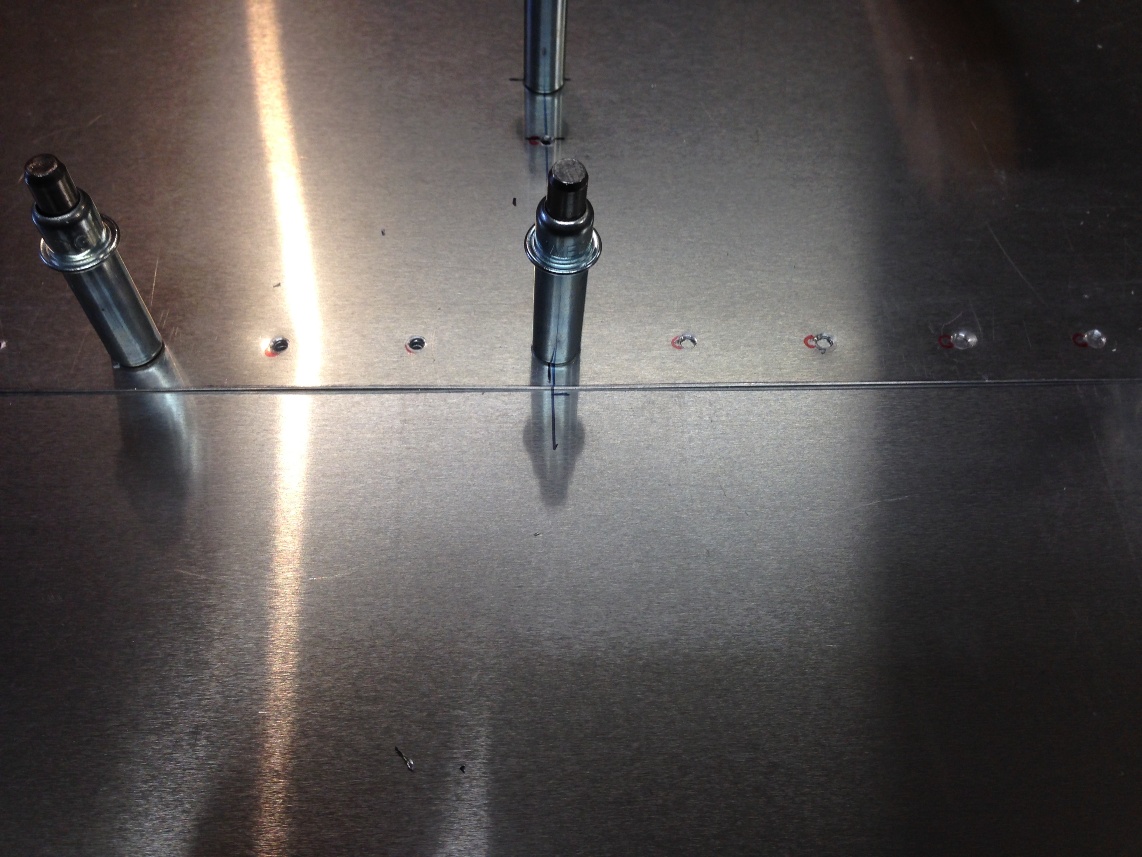
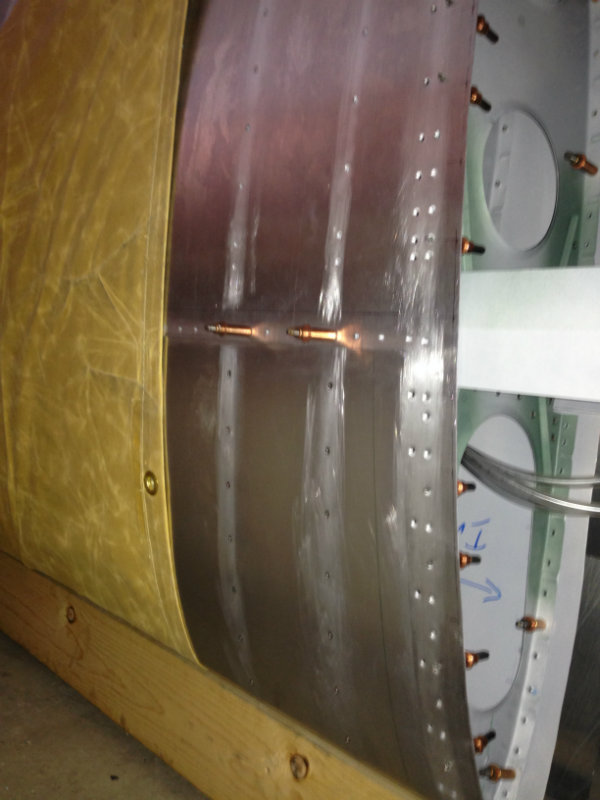
I was able to mark and drill the corner holes for the light and decided to use the nibbler to do most of the cutting for the hole. I used an abrasive wheel with my Dremel tool on the right wing and it was very unnerving trying to hold the tool steady with visions of having it jump across the leading edge of the wing if it caught the edge of leading edge. The nibbler may be a bit slower but more relaxing for most of the cutting. I may end up cutting the actual leading edge with the Dremel but that is about it.
My goal (last year) was to finish the wings by Christmas and a year later I still have not succeeded but I am very close and will likely finish the second wing before the end of the year. I have to travel to Singapore through most of January for work so not much will get done after the Christmas Holiday so finishing the second wing and having them both hanging by January would be a nice place to finish the year.
12/26/2013
It looks like I might finish the wing if things keep going as they have been. The landing light installation is completed with the exception of 4 nut plates that need to be install once the skin is off for dimpling. The Ductworks manual suggests that you can install the landing light on a finished wing. I think this is true with the exception of pulling the rivets on the nut plates on the ribs. I’m sure with the right tool it could be done but I tried on the right wing and managed to get the rivet puller stuck and had to remove the rib with the rivet puller stuck to the rivet. On the left wing I will just remove the ribs. Maybe a different puller that did not have such a large open handle requirement when pulling a rivet.
So the second landing light is cut and installed. I would say that all went well except for cutting the plexiglass. I do not look forward to installing the canopy when I have managed to crack both of these little landing light covers while trying to cut them on the band saw. Yikes !















I started to set up for the wing tip next and the only things left after the tip are up drilling the top side, demurring, dimpling, priming and assembly. Oh ya, there is the root doubler to finish. That should not be too bad so I will still predict the wing will be done before New Years!