

So close to Christmas and it is clear that the left wing will not be done by the 25th. Work is the main culprit as Tim tried a couple times to connect with me but I was fighting against a shipment deadline for equipment on ‘critical” project. I made my own bed and slept in it but I question if in 10 years that it will seem all that critical. Getting this plane in the air and spending time with my family and friends has to be a bigger priority. Something to work on.
Well, today and yesterday were pretty good as far as the getting things done on the plane. I almost made a mistake today that would have set me back more than a few days. I’ll get to that but first the progress.
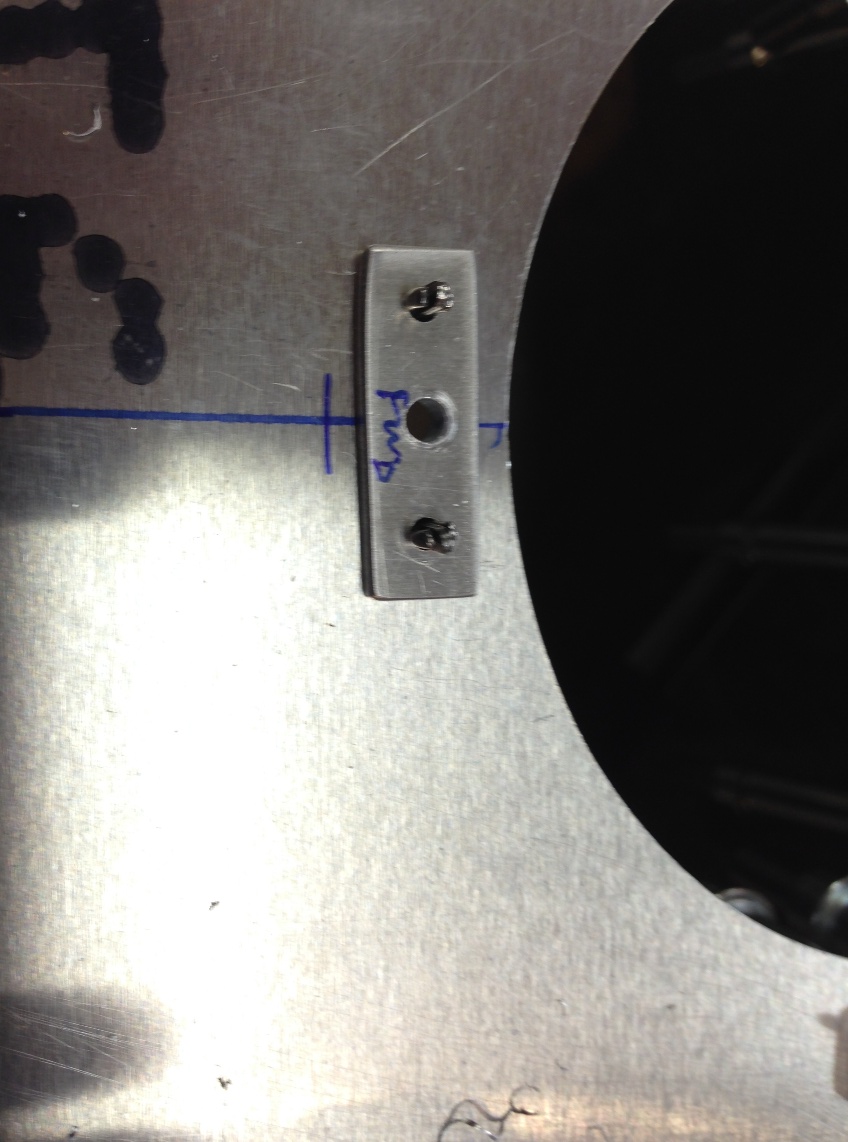
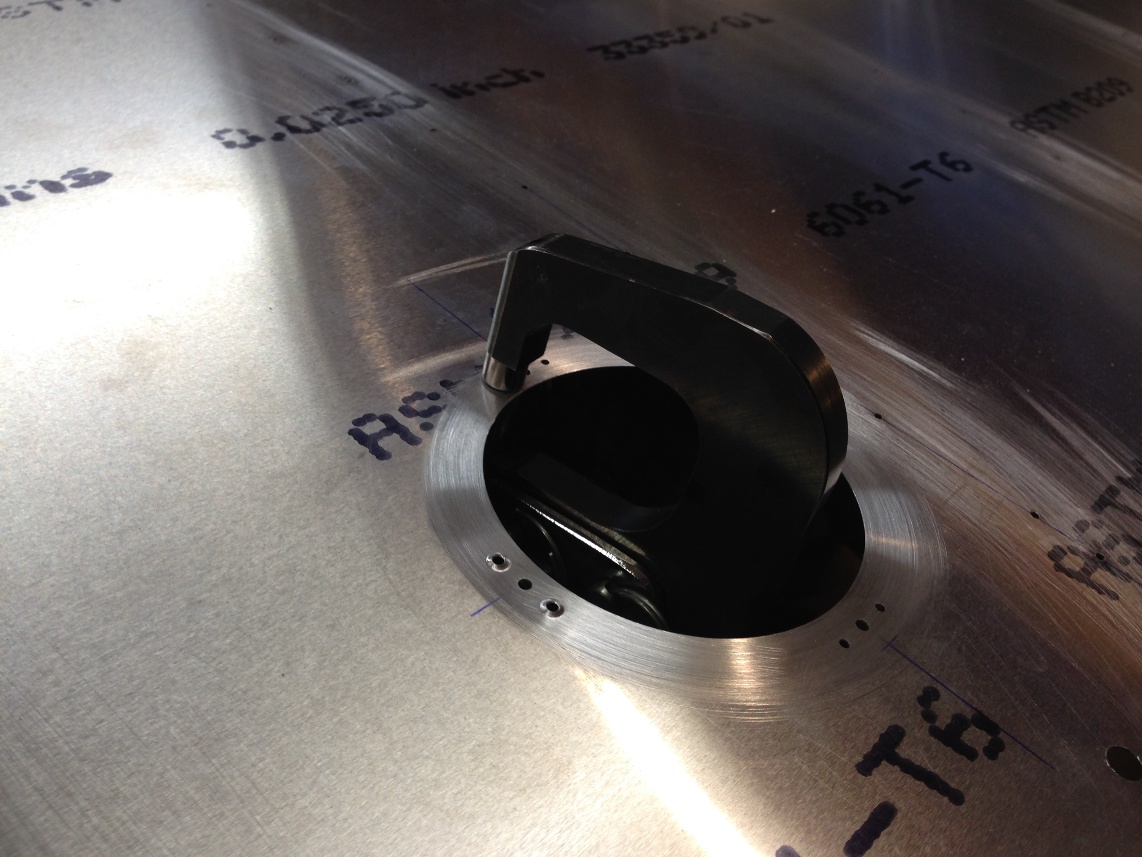
Yesterday, despite numerous interruptions with honey do list things, I was able to start and finish the inspection cover and the cut out for the tie down in the lower skin. I really like the squeezer that Gary Hall loaned us. It is really the ticket for installing nut plates. Tim and I decided to use nut plates to mount the inspection covers. While I am behind the decision it turns a 3 minute drill and screw into 3 hours when you want to have the screws countersunk (self tapping screws are what are called out on the plans). I have a few pictures but to make sense of what is going on I should explain that buying countersunk nut plates would be faster (and probably smarter) but what we had were a large collection of flat nut plates. I don’t know the MS number for the nut plates we have but I thought it would be easy enough to just add a small piece of aluminum behind the skin to provide the depth to counter sink for flush mounting rivets and mounting screws.
The procedure is pretty straight forward but it is important to keep track of what holes should be drill first and at what diameter in order to best keep everything aligned. The procedure I followed was this:
1) drill major inspection hole and make a cover
2) Mark the center line and cross line for screw holes in cover and skin

3) Drill screw holes with #40 bit in cover
4) Align and match drill screw holes to align cover to skin

5) Cleco nut plate to skin and drill mounting holes with #40 bit.
6) Cleco cover to skin and updrill to #30. 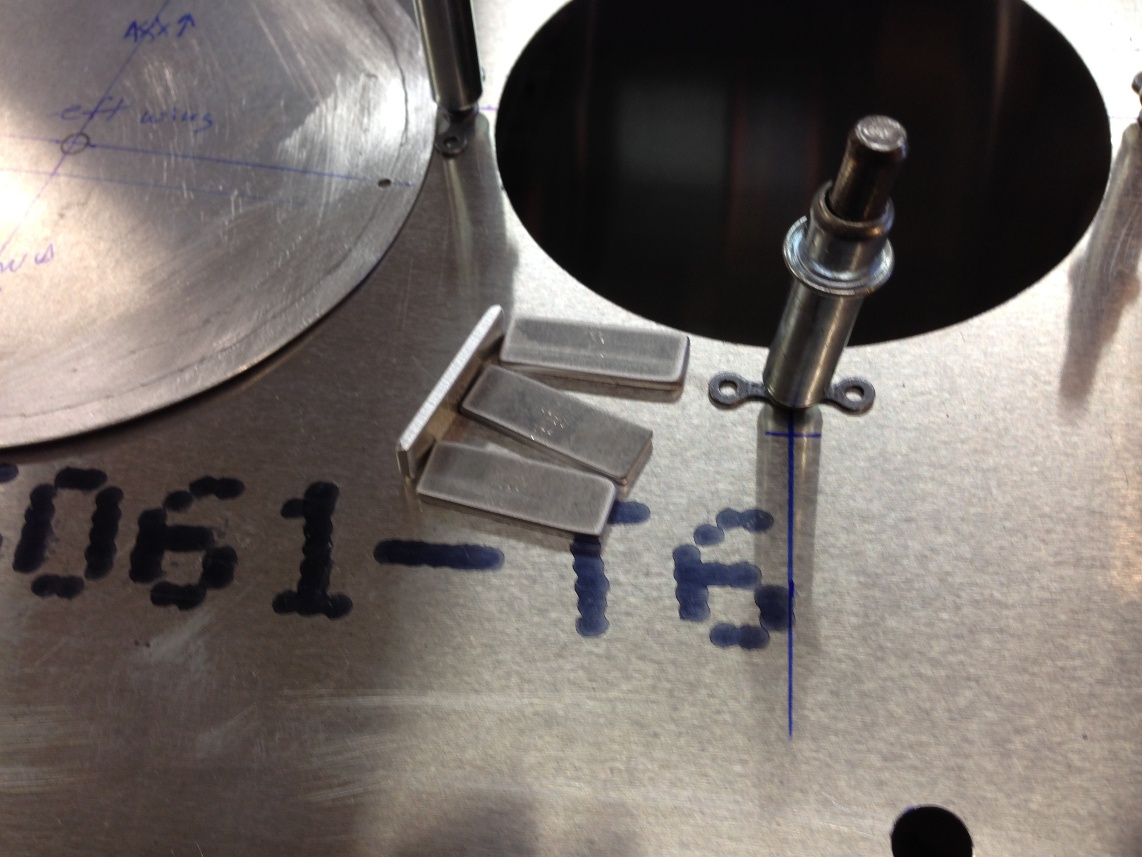





7) dimple cover and skin for screw (this will likely be a #6 dimple die
8) updrill (match drill) previously dimpled holes to #21 (for ample clearance for screws)

9) dimple mounting holes on skin




10) cut small blocks of 0.060″ to mount nut plates.
11) match drill aluminum blocks to nut plates.

12) counter sink aluminum blocks for counter sink depths on skin for mounting rivets and screws.
13) debur and prime mounting blocks and skin. 

14) rivet aluminum and nut plates to skin (this is where the squeezer works so well. Just by measuring the stack up of parts the rivets can be cut to length and the rivet squeezer can be set to the proper compression and it works like a champ)

Only 14 simple steps and you’re done.

































