Dan & I worked on the inboard rivets. In this area the spar caps are the widest so one needs to pay more attention to the rivet gun and bucking bar. This is also where the flush rivets are. In addition there are angles on the spar web that make it thicker. This means longer rivets and for some reason they are harder to set perfectly, especially the long flush ones. Here is our progress for the day:

Dan is really good using the rivet gun with the flush set. But I had “issues” with the bucking bar on these rivets in the top row of the picture. (by the way the spar is mounted upside down).

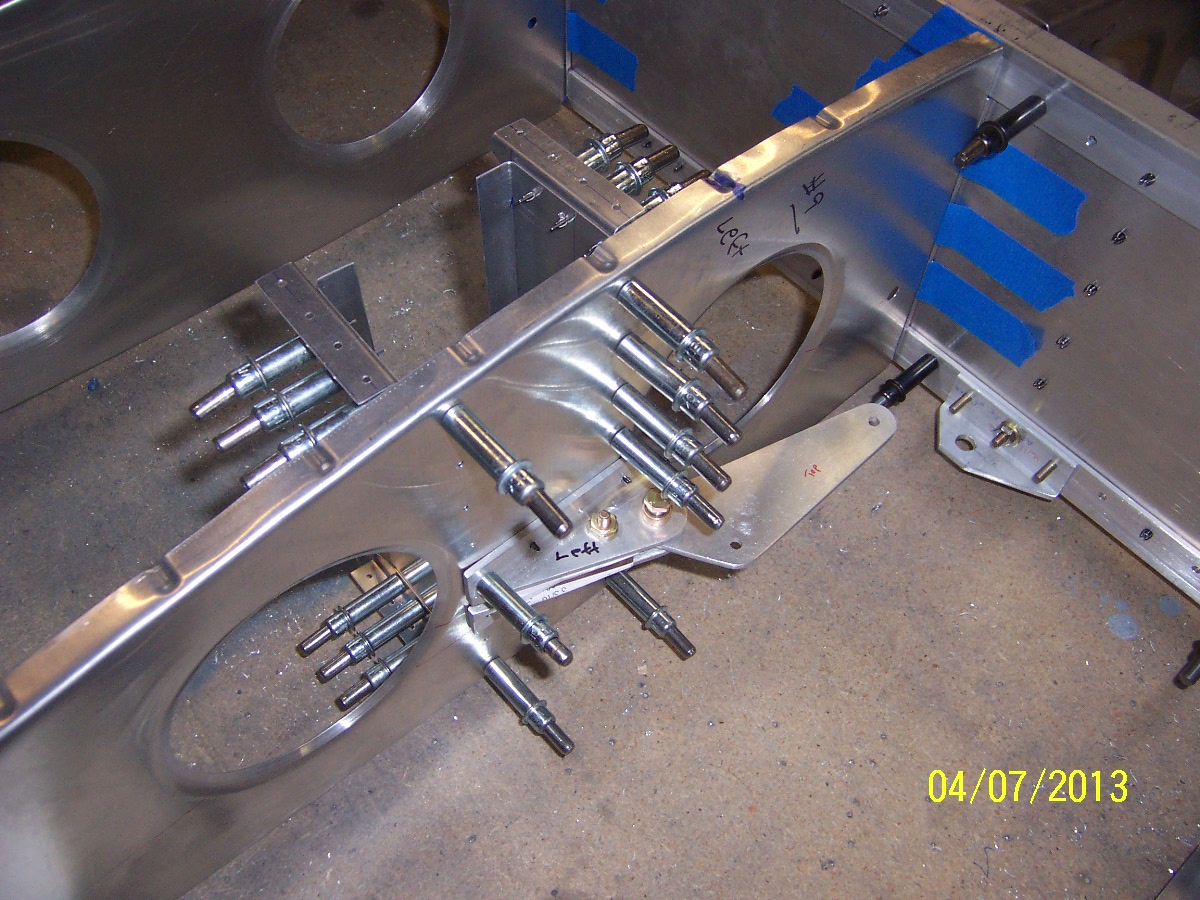
The plans call out for -12 lengths but our rivet gauge shows they were a tad too long. We had trouble on the Right Spar in this spot but we thought we had more experience now so we tried it. The first was OK but the second and third collapsed to one side, its like they form the head offset from the main stem. These were a pain to drill out due to their length. We decided to heed the rivet gauge and sand down the rivets a 1/16 or so so they fit the gauge. I still had trouble and a few collapsed off-center. What a pain. Dan was not having fun drilling these out. It was a long frustrating session. I was probably tilting the bucking bar as it collapsed but the process happens so fast I am not sure what happens. In the photo below you can see a row of holes that you need a special bucking bar to access due to distance between the angle and the spar cap (see this post):

Our tool from the Right Hand Spar did not fit, so after I left, Dan ground a new bolt to fit there. Dan talked his wife into bucking those really hard to reach rivets. Thank You Thank You. Those are hard to do since you cannot see the rivet so its hard to tell of you are the right angle. They got them all done, awesome.